
 |
 |
 |
Глава 6
ОРГАНИЗАЦИЯ БЕЗОПАСНОГО ВЫПОЛНЕНИЯ ЭЛЕКТРО- И ГАЗОСВАРОЧНЫХ РАБОТ
ОРГАНИЗАЦИЯ БЕЗОПАСНОГО ВЫПОЛНЕНИЯ ЭЛЕКТРО- И ГАЗОСВАРОЧНЫХ РАБОТ
6.1. ОРГАНИЗАЦИЯ БЕЗОПАСНОГО ПРОИЗВОДСТВА ЭЛЕКТРОСВАРОЧНЫХ РАБОТ
Организация рабочего места электросварщика
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
• своевременно получать сменные задания, наряды и чертежи;
• поддерживать оборудование в работоспособном состоянии;
• своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
• контролировать качество изготавливаемой продукции;
• поддерживать надлежащий порядок на рабочем месте.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. Для каждого рабочего устанавливают отдельную кабину размером 2х2,5м. Ее стены могут быть выполнены из тонкого железа, фанеры или брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготавливают из трубы или угловой стали, пол - из огнестойкого материала (кирпич, бетон или цемент). Стены окрашивают в светлосерый цвет красками, хорошо поглощающими ультрафиолетовое излучение (цинковые или титановые белила, желтый крон). Освещенность кабины должна составлять не менее 80лк. Кабину оборудуют местной вентиляцией (рис. 6.1) с подачей воздуха 40м3/ч на каждого рабочего.
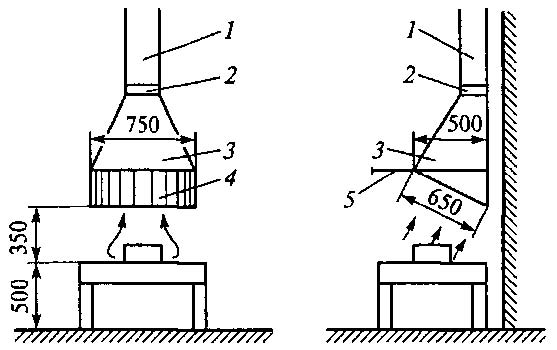
Рис. 6.1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 - воздухопровод; 2 - шибер; 3 - воздухоприемник; 4 - штампованная решетка; 5 - козырек
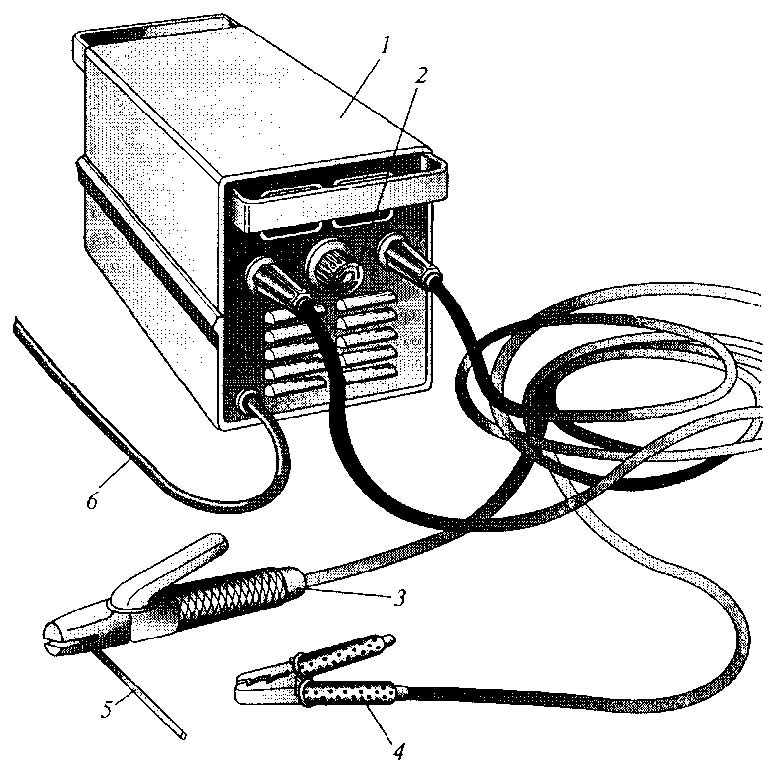
Рис. 6.2. Электросварочное оборудование:
1 - сварочный трансформатор; 2 - ручка регулировки тока; 3 - электродержатель; 4 -заземляющий зажим; 5 - электрод; 6 - сетевой шнур
1 - сварочный трансформатор; 2 - ручка регулировки тока; 3 - электродержатель; 4 -заземляющий зажим; 5 - электрод; 6 - сетевой шнур
Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышку стола толщиной 20...25мм изготавливают из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис. 6.2).
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 6.1.
Таблица 6.1
Характеристики электродержателей
| Номинальная сила сварочного тока, А | Продолжительность цикла, мин | Отношение продолжительности рабочего периода к продолжительности цикла, % | Масса, кг | Диаметр электрода, мм | Сечение присоединенного сварочного провода, мм2 |
| 125 | 5 | 60 | 0,35 | 1,5...3 | 25 |
| 313 | » | » | 0,50 | 2...6 | 50 |
| 500 | » | » | 0,70 | 4...10 | 70 |
Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500В частотой 50Гц в течение 1мин.
Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55°С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более40 мм.
Электродержатели должны обладать достаточной механической прочностью. Схемы некоторых типов электродержателей показаны на рис. 6.3.

Рис. 6.3. Типы электродержателей:
а — вилочный; б, в — щипцовый; г — с пружинящим кольцом
Таблица 6.2
Площади сечения сварочного провода в зависимости от силы сварочного тока
| Сила тока, А | Площадь сечения провода, мм2 | |
| Одинарного | Двойного | |
| 200 | 25 | - |
| 300 | 50 | 2х16 |
| 400 | 70 | 2х25 |
| 500 | 95 | 2х35 |
Для зачистки швов и удаления шлака применяют проволочные щетки - ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электродержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2мм.
Рекомендуемые площади сечения сварочных проводов приведены в табл. 6.2. Применять провод длиной более 30м нецелесообразно вследствие значительного падения напряжения в сварочной цепи.
Безопасность электросварочных работ
К выполнению электросварочных работ допускаются лица, достигшие 18-летнего возраста, прошедшие специальное производственное обучение, имеющие удостоверение на право производства работ и получившие вторую квалификационную группу по электробезопасности.Ежегодно комиссия под руководством главного инженера проводит проверку знаний электросварщиков для продления на год удостоверения, подтверждающего вторую квалификационную группу по электробезопасности. В состав комиссии должен входить энергетик с квалификационной группой по электробезопасности не ниже пятой.
При сварке на объектах, которые курирует Госгортехнадзор России, все сварщики должны быть аттестованы в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства и Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным Постановлением Госгортехнадзора России от 25 июня 2002г. №36.
Все работы по установке, ремонту и наблюдению за электросварочными аппаратами должен выполнять электромонтер, имеющий квалификационную группу по электробезопасности не ниже третьей. Подключать электросварочный аппарат к источнику питания, заменять предохранители и производить какой бы то ни было ремонт электросварочной установки сварщику запрещается.
Все электросварочное оборудование должно быть в защищенном исполнении, а вращающиеся части сварочных генераторов необходимо оборудовать ограждениями.
Передвижные сварочные аппараты с двигателем внутреннего сгорания должен обслуживать моторист, имеющий удостоверение о допуске к этой работе. Указанные аппараты заземляют металлическим штырем, забиваемым в землю и присоединенным к корпусу аппарата. Число штырей, их диаметр и длину определяют расчетным путем, исходя из того, что их сопротивление не должно превышать 4Ом.
Если не представляется возможным обеспечить защитное заземление, то необходимо пользоваться устройством защитного отключения.
На каждом ящике рубильника включения (ЯРВ), к которому подключают сварочный аппарат, должен быть надежный замок. На ящике необходимо написать несмываемой краской: "Опасно для жизни. Напряжение 380В. Ответственный _________". На внутренней стороне дверцы ящика помещают схему подключения трансформатора, указывают его мощность и допустимую силу тока плавких вставок.
Электросварочные установки регистрирует главный механик организации. У него находятся их паспорта и инструкции по эксплуатации.
На всех сварочных трансформаторах, аппаратах и преобразователях должны быть заводские и инвентарные номера, под которыми они зарегистрированы в журнале главного механика.
Каждый электросварочный аппарат подключают к индивидуальному рубильнику проводом соответствующего сечения, при этом расстояние между аппаратом и стеной составляет не менее 0,5 м.
Категорически запрещается подключать сварочный аппарат непосредственно (без рубильника) к силовой или осветительной электросети, а также аппарат, находящийся под напряжением.
Присоединять аппарат к сети следует в соответствии с маркировкой выводов на зажимах.
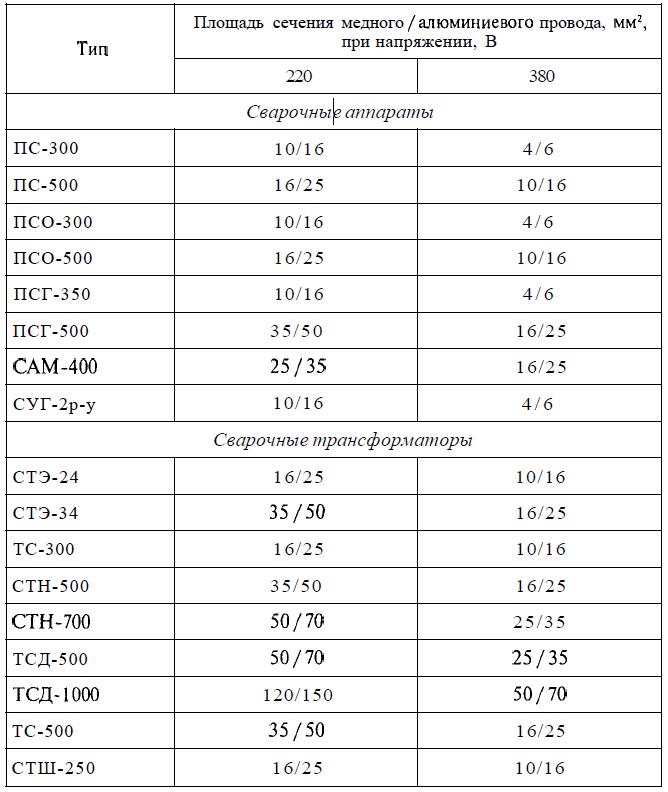
Площади сечения проводов, применяемых для подключения электросварочного оборудования к сети напряжением U = 220 и 380В, приведены в табл. 6.3.
Т а б л и ц а 6.3
Площади сечения проводов, предназначенных для подключения электросварочного оборудования к сети
При одновременном использовании нескольких сварочных трансформаторов их необходимо размещать таким образом, чтобы расстояние между ними составляло не менее 0,35м, а ширина проходов - не менее 0,8м.
Производство электросварочных работ допускается при выполнении требований инструкции по противопожарной безопасности и с обязательным согласованием вида работ с представителем Государственного пожарного надзора. При работе в пожароопасных помещениях электросварщики проходят обучение правилам пожарной безопасности, по завершении которого органы пожарной инспекции выдают контрольный талон.
Запрещается производство электросварочных работ в местах, где имеются воспламеняющиеся вещества и материалы. Места огневых работ и размещения электрогенераторов должны быть очищены от горючих материалов в радиусе не менее 5м. Электросварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов.
Сварочные аппараты должны иметь защитные устройства со стороны питающей сети.
Напряжение холостого хода сварочного трансформатора на низкой стороне не должно превышать 75...110 В.
Корпус электросварочного аппарата, вторичную обмотку трансформатора и свариваемый предмет следует надежно заземлить до подключения их к сети, и это заземление не должно нарушиться до отключения аппарата от сети.
Для присоединения заземляющего провода на корпусе электросварочного аппарата, в доступном месте, необходимо установить болт диаметром 5...8 мм, и снабдить его надписью: «Земля».
Над клеммами сварочных трансформаторов должны быть козырьки и надписи: «Высокая сторона» и «Низкая сторона».
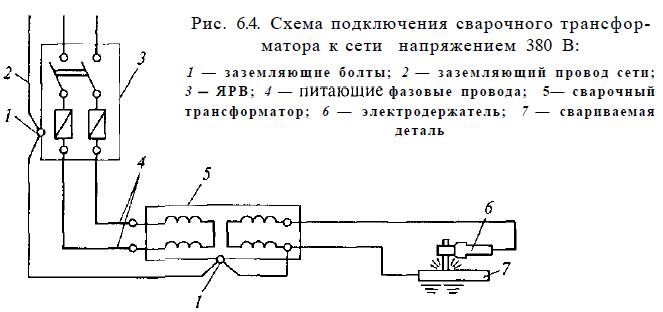
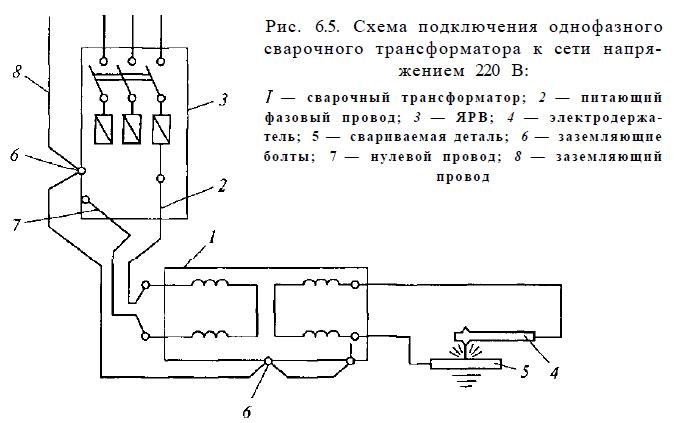
Схемы подключения сварочных трансформаторов к сети напряжением 380 и 220В приведены на рис. 6.4 и 6.5.
Запрещается использовать технологическое оборудование, металлические конструкции зданий, коммуникации, сети заземления и зануления, железную арматуру, конструкции электроустановок, водопроводные, отопительные и канализационные стояки в качестве обратного нулевого провода.
Обратным проводом может служить стальная шина любого профиля, сварочная плита, стеллаж или сама сварочная конструкция в том случае, если их сечение обеспечивает безопасное, с точки зрения возможного нагрева, протекание сварочного тока.
Электропроводка между сварочной установкой и электродержателем должна быть выполнена из провода в соответствии с государственным стандартом, с учетом силы тока и соблюдением условий безопасности.
Необходимо принимать меры против повреждения изоляции на проводах (кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами, шлангами с горючими газами и горячими трубопроводами. Применение электросварочных проводов с поврежденной оплеткой или изоляцией запрещается. Если нет возможности заменить поврежденный провод, то необходимо заключить его в резиновый шланг.
Сварочные провода следует соединять посредством горячей пайки, сварки, с помощью соединительных муфт, имеющих изолирующую оболочку, причем места паяных и сварных соединений проводов должны быть тщательно изолированы.
При перемещении сварочного аппарата его необходимо отключать от электрической сети.
Рукоятку электродержателя для ручной сварки изготавливают из теплоизолирующего диэлектрического материала. Электродержатель должен обеспечивать надежный зажим и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электродержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы.
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электродержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность соединений электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до легковоспламеняющихся предметов должно составлять не менее 10м, а при ветре, направленном в сторону легковоспламеняющихся веществ, - не менее 20м).
Для заземления сварочных преобразователей и сварочных трансформаторов необходимо:
• соединить заземляющий болт на корпусе сварочного преобразователя четырехжильным шланговым кабелем с заземляющей жилой;
• для питания однофазного сварочного трансформатора применять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, а другим - к заземляющему болту на ЯРВ;
• заземлить низкую сторону сварочного трансформатора (со стороны провода, присоединяемого к свариваемой детали).
Повышенная опасность возникает при замене электрода, когда сварщик прикасается рукой к нему или оголенным частям электродержателя.
Поэтому категорически запрещается дотрагиваться другой рукой до свариваемой детали.
Не разрешается производить электросварочные работы во время грозы, под дождем или снегом.
Электросварщик обязан тщательно заправлять спецодежду и обувь для обеспечения надежной защиты от брызг расплавленного металла (брезентовые куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами, ботинки плотно зашнуровывают).
При выполнении работ в особо опасных помещениях и резервуарах электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода в режиме холостого хода.
Запрещается производить сварку на сосудах, находящихся под давлением, а также внутри сосудов, которые не очищены от легковоспламеняющихся, взрывоопасных, горючих и токсичных материалов (после очистки такие емкости должны быть проверены на отсутствие опасных и вредных веществ). Кроме того, не разрешается производить сварку свежеокрашенных конструкций и трубопроводов до полного высыхания краски.
Диэлектрические перчатки, галоши и коврик электросварщик обязан применять при сварке в замкнутом пространстве и на улице после дождя или снегопада.
Электросварочный аппарат необходимо регулярно, не реже одного раза в месяц, проверять:
• на отсутствие замыкания на корпус;
• целостность заземляющего провода;
• исправность изоляции питающих проводов (сопротивление изоляции должно составлять не менее 0,5МОм);
• отсутствие оголенных токоведущих частей;
• отсутствие замыкания между обмотками высокого и низкого напряжения.
По окончании сварочных работ необходимо навести порядок на рабочем месте. В случае обнаружения тлеющих предметов нужно залить их водой.
При передвижном сварочном посту должны быть углекислотный огнетушитель, войлок или кошма, лопата, лом и топор.
|
|
|
Уважаемый посетитель, если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.


